

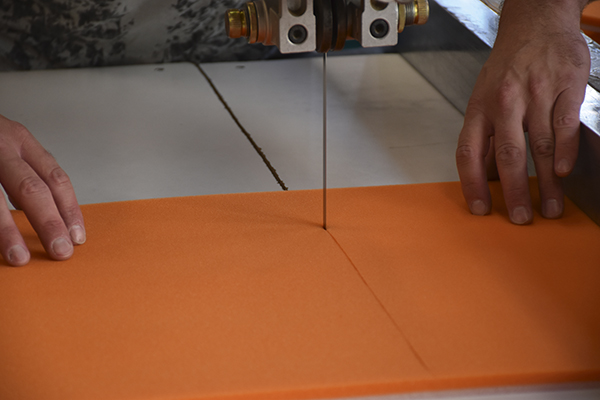
Manufacturing air filters for motorcycles is easy, right? It is simply a question of cutting, stamping, printing, gluing, assembly, pre-oiling (or not), packing and shipping, right? Think again! Robin Bradley visited Twin Air at Veghel in the Netherlands to see for himself just how much care and testing goes into every air filter…
 |
| Twin Air General Manager Pieter Does |
Whether you are working with paper, cotton, foam, gauze and mesh or any other combination or kind of filter media technology, the process, and the importance of getting it right, is an attention-to-detail minefield and a primary critical component for engine performance.
Visiting Twin Air in the Netherlands reminded me just how much attention to detail needs to go into that process and just how a filter can affect performance. Twin Air has been a leading foam air filter manufacturer for almost 50 years and only makes motorcycle and ATV air filters - with off-road and motocross performance its speciality.

A major OE filter manufacturer, with the added reach of their aftermarket programme, Twin Air can claim to have been the filter of choice for “more World and National Champions than all other air filters combined”. Since 1972, Twin Air’s owner Klaas Biermann is proud of Twin Air’s record of having supported over 300 World Champions.
The Netherlands can claim a special place in the history of motocross - the country’s sandy, gritty soil is where it all began.
It was in the Netherlands, in 1947, that the Dutch national motorcycle federation hosted an international “scramble” for teams from Great Britain, Belgium and the Netherlands, and called it a “moto-cross.” While the sport’s popularity grew steadily over the next 25 years, one thing that remained constant was the stock paper air filter designs of the time. There was a paper filter with a single layer of foam, but even that didn’t cut it for protection - after 30 minutes it was shot. In those early days of motocross, engine failures were common.
"In 1972 Twin Air gave the motocross world a historic boost"
It was in 1972 that Twin Air gave the motocross world a historic boost with their revolutionary approach to air filter design - a laminated, dual-foam air filter that, when soaked in a special oil, allowed free airflow into the carburettor while keeping dirt, grime, sand and water out of it. It was effective, durable, washable and reusable. It took off, and the little start-up company that invented it hasn’t stopped ever since.
Today they are available for all motocross and ATV vehicles and distributed worldwide. Twin Air filters are OEM-specified for 20+ motorcycle companies, and the official air filter of worldwide factory teams such as Honda HRC, Kawasaki Racing Team, Yamaha Racing, Red Bull KTM, Rockstar Husqvarna and many more
Twin Air’s breakthrough was to recognise the two quite different and often competing characteristics needed from a motocross air filter - high air flow and maximum particulate restriction. Their answer was to double-up on the filtration process with a fused dual-layer design that is now the go-to standard air filter architecture, and while the principle is often copied, “nobody can get close to our level of quality and performance,” says Pieter Does, General Manager.
 |
| Brand Manager Bart Ghielen |
“The fused layers of open-pore foam and fine inner foam layer trap even the smallest particles. The rounder design boosts airflow, and with a revolutionary micro-gluing process to minimise the seams - shorter seams mean more flow - we have a combination that makes it possible to maximise the protection for the engine and horsepower boosting performance of improved air flow volume and speed - where air flow is concerned speed means more speed - and that comes from minimum possible disruption and restriction of the air flow. In fact, we manufacture some models with a backfire-resistant foam layer laminated to the filter so we can even eliminate the restrictive stock backfire screen from the air box.


“As engine technology has advanced, so too filter technology has had to not just keep up, but be ahead of OE engineers’ requirements in order to help them access the full potential of the machines they are designing. One of our big achievements has been to specify a quality of foam, that means that the cells are evenly sized and distributed throughout the structure of the air cleaner, making for a smooth, predictable and consistent air flow, and that is a huge advantage to the engineers and to professional as well as amateur racers.
“This also means that our motorcycle and ATV filters are truly fully washable and durable - the structure is stable and uniform - and being able to reuse a Twin Air motorcycle or ATV filter at least 50 times is common. We also use a high-quality greaseless sealing ring, with every filter assembled by hand and inspected for a perfect fit.
“For many years Twin Air factory pre-oiled filters were only available to our top professional race teams and OEM customers. The results were so good that we now offer the same factory treatment to everyone.
 “We start with an original dual-stage air filter and completely submerge it in BIO liquid power filter oil. After the filter is massaged to ensure all pores are evenly coated with oil, it’s placed in a temperature-controlled room to allow the oil to completely cure. You just open the resealable bag and install.
“We start with an original dual-stage air filter and completely submerge it in BIO liquid power filter oil. After the filter is massaged to ensure all pores are evenly coated with oil, it’s placed in a temperature-controlled room to allow the oil to completely cure. You just open the resealable bag and install.“Another Twin Air innovation is our range of PowerFlow kits. The best filter in the world can’t do its job if there are leaks in the seal of the airbox. Twin Air’s kits ensure a leak-proof, fool-proof fit with a rigid, lightweight billet aluminium cage that replaces the flimsy plastic stock cage, and a billet aluminium flange with a rubber seal that bolts tight to the airbox. PowerFlow kits for ATVs are custom-designed for each unique application for superior airflow, improved sealing surface, removal of the restrictive backfire screen and ease of service”.
While manufacturing precision and quality control is at the heart of the Twin Air operation, the R&D and testing are the brains. Twin Air meets and exceeds the requirements of several of the applicable stringent ISO tests, starting with ISO-5011 ‘Inlet Air Cleaning Equipment’ for internal combustion engines and compressors - ‘Performance Testing’.
"Tests are performed using ISO-12103-1 A4 Coarse Dust"
The ISO standard establishes and specifies uniform test procedures, conditions, equipment and a performance report to permit the direct laboratory performance comparison of air cleaners. The basic performance characteristics of greatest interest are air flow restriction or differential pressure, dust collection efficiency, dust capacity and oil carry-over on oil bath air cleaners. This test code therefore deals with the measurement of these parameters.
Brand Manager Bart Ghielen explained the testing procedures. “The first test is the Air Flow or Resistance test. The filter test set-up is equipped with a computer that can programme and control the fan that drives the air flow cycle and an air flow (pressure difference) sensor.
“The sensor determines the air pressure before and after the filter under test. During the test, the air flow is increased, and the pressure drop over the filter is continuously measured. This automated test will give information about the air resistance of a filter plus other important air property measurements such as humidity, temperature and absolute air pressure. Twin Air has developed a computer software programme that fully automates the test cycle. This software is able to measure and process the data and make a first test report.”
Finally, the difference in air resistance of different filters is plotted to help future design development.

With all the ISO test procedures required, Twin Air constantly checks and monitors their materials and procedures in-house in their own test laboratory - both before manufacturing and their finished products (once assembled) - to ensure that every batch made and sold is fully compliant.
Dust tests are performed using the ISO-12103-1 A4 Coarse Dust Test. To understand filter performance and characteristics, research on dust behaviour in an air filter has been done to give the company a reference base-line by taking the closest possible look at the kind of dust that motorcycle air filters are subjected to by using a scanning electronic microscope. Images are taken of ISO approved test dust (yes, there is such a thing), then images are taken from the dust in the tested air filter and the dust in the reference ‘absolute filter’ - the ISO approved dust gauge testing screen.
Bart continued to explain that “during the dust test, a filter to be tested is placed inside the test set-up. After the filter under test, the reference filter is tested. After testing, the dust caught by the reference filter and the filter under test is measured to calculate the overall filter efficiency and the full life capacity (how much dust in grams that can be held by the filter before the resistance is increased by 5 mbar) and its efficiency (the percentage of dust that is caught by the filter).
"Fused layers of open-pore foam"
“The mass of the air filter and reference filter are important measurements for this test. The masses of the air filter and the reference are measured before the test. During the test, dust is automatically injected into an air flow that is controlled at a setpoint value. After the test, the masses of the air filter and reference are measured. While the test is underway, the mass of the dust in the air filter is calculated when the pressure drop over the filter exceeds 5 mbar relative to the initial air pressure drop over the air filter.”
ISO-5001 also requires a water seep-through test. The water tests are performed by spraying water onto the filter. The per second rate at which the amount of water sprayed on the filter during the test is prescribed by the test protocol.


“The goal of the water test is to determine the amount of water required before the water will seep through the filter. To be able to measure the moment of seep-through, a sensor is placed inside the filter under test. This sensor can be designed or adjusted to meet the layout of the filter under test. It is important to follow the layout of a filter as closely as possible. The completely automated test will determine the time that was needed before a water seep-through relative to the amount of water sprayed on the filter during the test.”
TWIN AIR
www.twinair.com